
 当前位置:
当前位置:高压柱塞泵设备自增强处理方法
(1)零件准备:高压柱塞泵设备零件加工完毕后首先对内壁进行磨削加工,尽量减少表面缺陷。
(2)滚压:使用滚轧轮对高压柱塞泵设备零件承压表面进行滚压,使零件表面产生塑性变形,滚压完成后在材料表面存在残余应力,提高零件的疲劳寿命,这是常规的自增强方法。
(3)水压处理:对于高压柱塞泵设备核心高压零件,为进一步提高使用寿命,需要对其进一步进行水压处理,即通过对工件内腔加注超高压,并保持一定时间,使工件内表面充分塑性变形。由于液体特性,在高压腔体内处处压强相等,材料受到均匀的挤压,经过这样处理的工件表面物理特性基本一致,可以将高压柱塞泵零件的寿命提高2~4倍。
高压柱塞泵设备自增强最常用的方法是利用液体压力直接作用于圆筒内壁使之塑性变形,然后卸除压力获得残余应力。对于高压缸体进行自增强处理,先按式(4-18)确定zuijia自增强压力p,液压缸体两端的密封采用密封塞头,一端的密封塞头连接超高压油泵,高压油由此进入缸体内。采用压力传感器或压力表直接测量自增强过程中的压力,同时在缸体外壁任一部位用应变片测量自增强过程中外壁周向应变。试验装置流程见图4-23。

高压柱塞泵设备自增强处理过程中,为取得必要的数据,采用间断升压,每个压力级下停泵1-2min,读取压力及缸体外壁周向应变后继续升压至下一压力级,直到升至zui jia自增强压力p'a。
当对用具有明显塑性硬化材料(高强钢)制造的超高压柱塞泵缸体进行自增强处理时,试验记录有自增强压力与缸体外壁应变两个参数,宜采用控制缸体内压力即最佳自增强压力,而并非控制缸体外壁周向应变。
因为对于高强钢,压力的波动对弹塑性界面半径b不很敏感,控制自增强压力范围不需很严格,压力容易控制。相比之下,由于缸体外壁应变大小受诸多因素影响,按外壁应变理论值来控制自增强外壁周向应变度就比较困难。
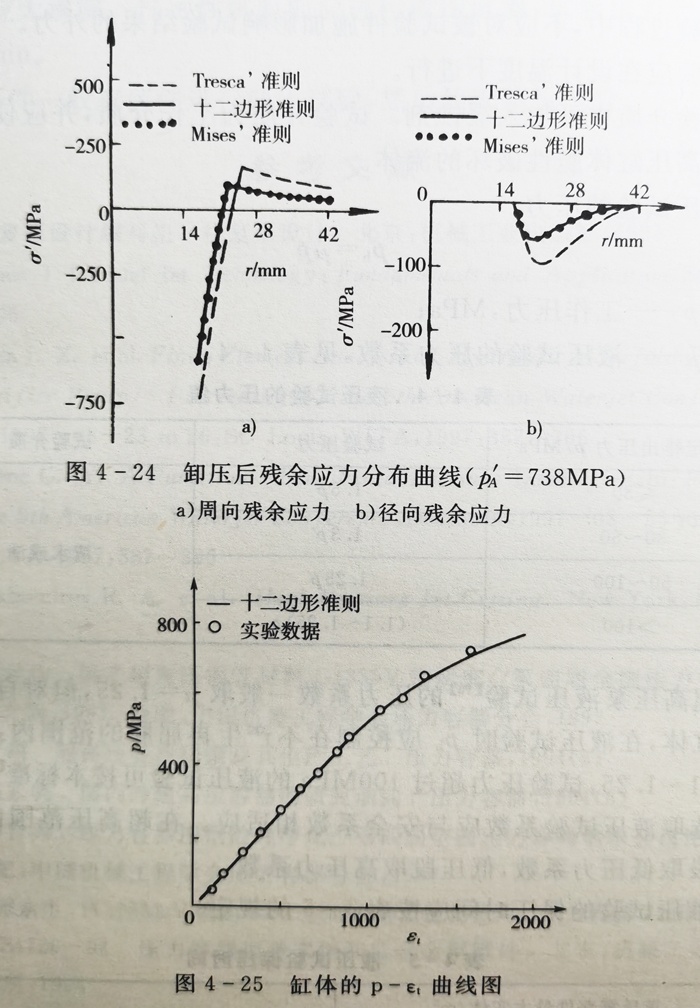
下面是高压水射流切割机超高压柱塞泵缸体自增强处理技术的一个实例,以此提高高压柱塞泵缸体的工作压力和疲劳寿命。该超高压缸体为厚壁圆筒,内径34mm,外径85mm、简长205mm;所用材料的σs=1010MPa,σb=1115MPa,缸体在常温下工作,工作压力为0~400MPa。
当对该缸体进行p'A=738MPa的自增强处理,卸除压力后该高压柱塞泵缸体的残余应力分布如图4-24所示,实际压力与圆简周向应变如图4-25所示。

无锡市长江通用机械厂成了于1996年,拥有25年+的设计制造高压柱塞泵及相关自动化设备的经验与实力。超高压柱塞泵系列产品:能输送水、乳化液、油及各种化工流体,可适应各化工流程和行业的需要。超高压清洗泵:能满足常规清洗作业,还可适应化学高压作业。可以是柴油机驱动或电动机驱动、移动式或固定式、手控操作或脚控操作等等。且所有型号的高压住塞泵、清洗泵可根据客户要求,可选择地组装设备和附件,也可定制成自动化成套设备。